Bild 01 - Fraeser Gesamtansicht
Hochgeladen am 5.5.2008, 16:03 von laserman. 10 / 10
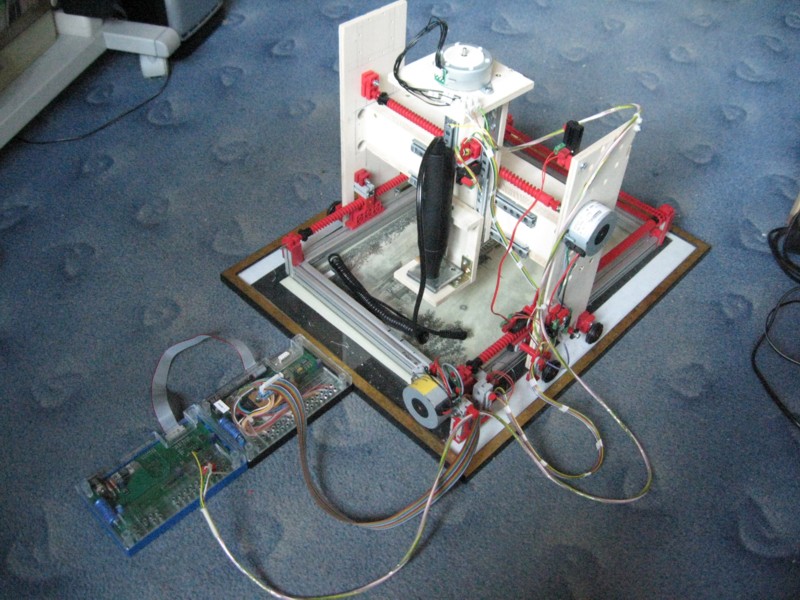
CNC-Fräser aus umgebautem Plotter 85
Gesteuert wird er mit VB5 und dem modifizierten Programm ftplot von Ulrich Müller, welches perfekt auf den Plotter 85 abgestimmt und auch recht flott ist. Als Interface dient ein leicht modifiziertes Intelligent-Interface (hat jetzt auch Anschluß für Flachbandkabel) und ein Erweiterungs-Modul.
Schwierig war die Ansteuerung der Z-Achse. Denn beim Plotter wird einfach nur der Elektromagnet für den Stift ein- und ausgeschaltet. Doch beim Fräser muß man den Schrittmotor solange ansteuern, bis er das Material erreicht hat. Am Anfang fährt nun die Z-Achse bis nach oben auf den Referenz-Taster. Dann fährt der Fräser ins Material und dann nur noch 2 mm raus. Denn der Gewindestab ist zwar in Verbindung mit meinem schrittmotor (aus einem alten HP-Drucker) mit 70 Schritten pro mm sehr präzise. Aber leider auch nicht ganz so schnell…
Ich kann im Grunde alle Motive fräsen. Ich exportiere sie dann aus Corel Draw 5 als HPGL-Datei. Anschließend werden die Dateien mit einem Excel-Makro an mein Fräs-Programm angepaßt und direkt in VB5 eingefügt.
Udo2 (5.5.2008, 18:31:15)
Hallo Andreas, Glückwunsch zur gelungenen Lösung “Modifizierung ft-Plotter/Scanner 1985”. Als schon länger Eingeweihter überlasse ich mal die Kommentare den anderen. Gruß Udo2
Udo2 (8.5.2008, 08:56:19)
Hallo Andreas, mit deinem 3D-Modell können Werkstückbearbeitungen durchgeführt werden. Da ist die Handhabung etwas anders als vergleichsweise bei einem 2,5D-Plotter. Vielleicht kannst du uns mal Näheres zu deinem Maschinenmodell erklären, wie z.B. Maschinennullpunkt(Referenzfahrt), Verfahrwege, Arbeitsbereich, Park- und Wechselposition, Fräserleistung und -drehzahl, Frästiefe, Linear- und Schnittgeschwindigkeiten sowie Schrittauflösung. Gruß, Udo2
laserman (10.5.2008, 12:49:47)
Hallo Udo,
1. Der Nullpunkt ist wie beim Plotter rechts vorne. Zunächst fährt der Fräser die 2 Nullpunkte an (X- und Y-Achse). Dann fährt der Fräser auf den Taster nach oben (Z-Achse). Der Taster für die X-Achse ist direkt hinter dem Schrittmotor (auf dem Bild unten rechts). Der für die Y-Achse ist oben rechts zu sehen (Schwarz). Der für die Z-Achse ist rechts neben dem Fräser. Sind die 3 Taster angefahren, fahren die 3 Schrittmotoren solange in die Gegenrichtung, bis die Taster wieder frei sind. Von da an ist bedeutet die Betätigung eines der Taster während des Betriebs das Verlassen des Arbeitsbereiches. Das Programm gibt eine Meldung aus und stoppt.
2. Die Verfahrwege entsprechen in etwa einem DIN-A 4 Blatt, also ungefähr 20 cm in Y-Richtung, 30 cm in X-Richtung und etwa 10 cm in Z-Richtung.
3. Der Arbeitsbereich entspricht natürlich dann den Verfahrwegen.
Park- und Wechselposition ist die, daß der Fräser nach dem Fräsen den Fräser ganz nach oben fährt. Der Rest bleibt an der Stelle stehen, wo zuletzt gefräst wurde.
Die Fräserleistung beträgt 20 Watt bei 10000 bis 20000 Umdr./Min.
Bei der Frästiefe sind natürlich arge Grenzen gesetzt. Bei weichem Holz komme ich schon etwa 1 mm ins Material rein. Bei Acrylglas kann ich eher nur die Oberfläche anritzen und muß dann noch etwas mit Hand nacharbeiten. Metall kann ich eher auch nur anritzen.
7. Die Verfahrgeschindigkeiten der X- und Y-Achse sind beim “ritzen” etwa 20 mm pro Sekunde. Also drehen die Schrittmotoren mit Höchstdrehzahl (zumindest was das Interface schafft) von 250 Umdr./Min. Beim richtigen fräsen muß ich natürlich um einiges langsamer sein. Wie schnell kann nur experimentell ermittelt werden.
8. Die Schrittauflösung von X- und Y-Achse beträgt 0,4 mm. D.h. ich habe eine Genauigkeit von 0,4 mm. Daß das durchaus ausreicht, sieht man auf den entsprechenden Bildern. Mit anderen Worten heit das: Für die 30 cm in Y-Richtung muß ich 640 Schrittfolgen (oder 2560 Voll-Schritte) auf den Schrittmotor geben. Pro Schritt dreht er sich um 7,5° weiter. D.h. bei 48 Schritten (oder 12 Schrittfolgen) hat er sich einmal um sich selbst gedreht und die X- oder Y-Achse um etwa 5 mm weitergeschoben. Die Schrittauflösung der Z-Achse ist um einiges größer. Hier habe ich 78 Schritte pro mm.
Gruß, Andreas.
Udo2 (5.6.2008, 18:55:56)
Hallo Andreas,
deine Erklärungen waren für die Allgemeinheit gedacht.
Noch ein paar Anmerkungen: Nullpunkt XY: Ausgehend von der allgemeinen Betrachtungsweise der 2D-Ebene XY liegt er links vorn Parkposition: Sie wird am Ende des Programmlaufs angefahren und sollte in der Nähe der drei Referenztaster liegen. Wechselposition: Sie wird während des Programmlaufs für evtl. Werkzeugwechsel einmal oder mehrfach angefahren. Arbeitsbereich: Er ist immer kleiner als die mechanisch möglichen Verfahrwege. XY-Arbeitsbereiche = VerfahrwegeXY minus WerkzeugØ/2 minus Verfahrabstand Werkzeug Z-Arbeitsbereich = VerfahrwegZ minus Werkzeuglänge minus Verfahrabstand Werkzeug. Schrittauflösung XY: 5mm Steigung / 48 Schritte/U + Schneckenspiel Schrittauflösung Z: 5mm Steigung / 70? Schritte/U + Schneckenspiel
Gruß,Udo2
Udo2 (5.6.2008, 19:20:14)
Anmerkung: Habe bei Bild 5 nachgesehen. Also hier gilt dann zur Auflösung für Z statt 5mm Steigung die Steigung der Gewindestange sowie das Spiel zwischen Stange und Mutter
hman13 (18.5.2010, 17:04:02)
kannst du damit auch Platinen fräßen? Und kann das Ding auch bohren?
Peter
laserman (20.5.2010, 18:08:55)
Hallo Peter,
grundsätzlich ja, weil ich z.B. mit Corel Draw Zeichnungen erstellen, und ins Programm exportieren kann.
Bohren kann man damit auch.
Ist aber alles eher “probiersache”, als daß man direkt eingeben kan, wo man die Löcher oder Leiterbahnen hinhaben will.
Mir war es wichtig, daß das Ganze überhaupt läuft. Für so Feinheiten habe ich dann nicht mehr so die Muße.
Viele Grüße, Andreas.